
想要直观了解【不锈钢焊管】310S拉丝不锈钢板N年生产经验产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:【不锈钢焊管】310S拉丝不锈钢板N年生产经验的图文介绍

苏州姑苏松润金属材料有限公司专业生产销售各种材质规格苏州姑苏不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊接参数
包括焊接电流 ,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。
(1)焊接电流是决定焊缝成形的关键因素。通常根据焊件材料 ,厚度,及坡口形
状来决定的。 (2)焊极直径根据焊接电流大小决定 ,电流越大,直径也越大。 (3)焊弧 和电弧电影,弧长范围约0.5到3mm,对应的电弧电压为8~10V。⑷焊速:选择时 要考虑到电流大小 ,焊件材料敏感度 ,焊接位置及操作方式等因素决定。
1手工焊 (MMA)
手工焊是一种非常普遍的、易于使用的焊接方法。电弧的长度靠人的手进 行调节 ,它决定于电焊条和工件之间缝隙的大小。同时 ,当作为电弧载体时 ,电焊条 也是焊缝填充材料。这种焊接方法很简单 ,可以用来焊接几乎所有材料。对于室 外使用 ,它有很好的适应性 ,即使在水下使用也没问题。在电极焊中 ,电弧长度决定 于人的手 :当你改变电极与工件的缝隙时 ,你也改变了电弧的长度 .在大多数情况 下,不锈钢焊管焊接采用直流电 ,电极既作为电弧载体 ,同时也作为焊缝填充材料。电极由合金 或非合金金属芯丝和焊条药皮组成 ,这层药皮保护焊缝不受空气的侵害 ,同时安定 电弧 ,它还引起渣层的形成 ,保护焊缝使它成型。电焊条既可以是钛型焊条 ,也可以 是碱性的 ,这决定于药皮的厚度和成分。钛型焊条易于焊接 ,焊缝扁平美观 ,且焊渣 易于去除。如果焊条贮存时间长 ,必须从头烘烤 ,因为来自空气的潮气会很快在焊 条中积聚。

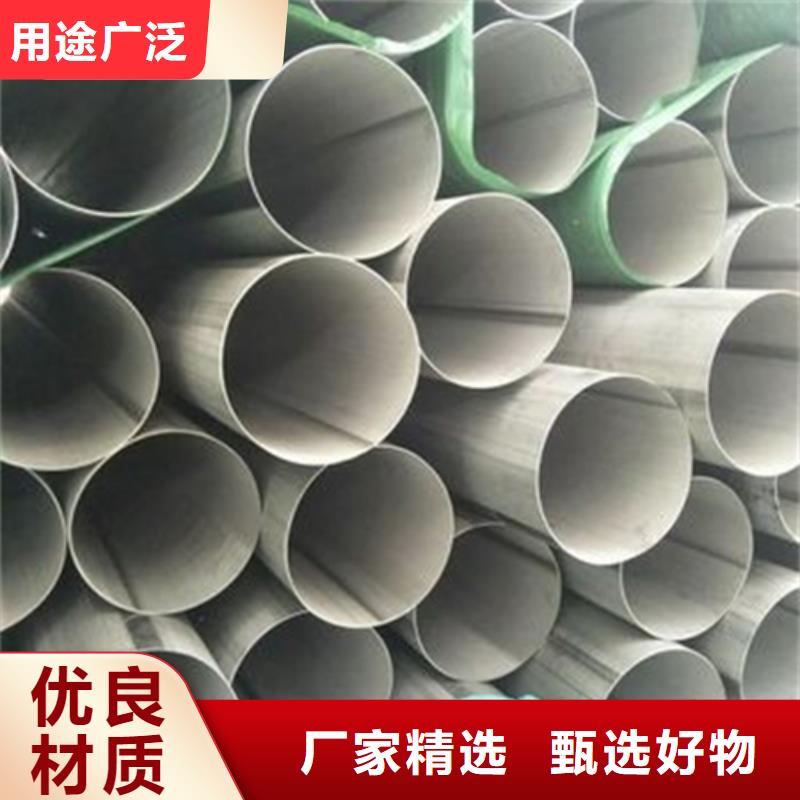
苏州姑苏松润金属材料有限公司专业生产销售各种材质规格苏州姑苏不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,苏州姑苏不锈钢焊管是通过不锈钢板材卷、焊、打磨、喷砂、抛光等工艺制作完成,内壁依然保留肉眼可见焊缝。不锈钢焊管产能扩张情况
目前我国生产企业除了扩张装饰用管、工业焊管生产线外,一些高要求的化工机械用管、热交换器用U型管、换热器和冷凝器用管、输送用流体管、机械结构用管、盘管(仪表管)、卫生级管和尿素管及大口径厚壁不锈钢焊管项目也在不断地扩张,不锈钢焊管工业用管
材质:304,316L
执行标准:?GB/T12771
分列:
DN8(Φ13.7)?DN10(Φ17.15)?DN20(Φ26.67)?DN25(Φ33.4)?DN32?(Φ42.16)?DN40(Φ48.26)?DN50(Φ60.33)?DN65(Φ73.03)?DN80(Φ88.9)?DN90(Φ101.6)?DN100(Φ114.3)?DN125(Φ141.3)?DN150(Φ168.28)?DN200(Φ219.08)?DN250(Φ273.05)?DN300(Φ323.85)?DN350(Φ355.6)?DN400(Φ406.4)
无缝钢管的重量kg/m = (Od - Wt) * Wt * 0.02466 其中Od是外径 Wt是壁厚


苏州姑苏松润金属材料有限公司专业生产销售各种材质规格苏州姑苏不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管缺陷的产生原因及防止措施
不锈钢焊管在焊接过程会出现一些缺陷,不锈钢焊管的缺陷会导致应力集中,降低承载能力,缩短使用寿命,甚至造成脆断。一般技术规程规定,裂纹、未焊透、未熔合和表面夹渣等是不允许有的;咬边、内部夹渣和气孔等缺陷不能超过一定的允许值,对于超标缺陷必须进行彻底去除和焊补。常见不锈钢焊接管的焊接缺陷产生原因、危害及防止措施简述如下。焊缝尺寸不符合要求主要指焊缝余高及余高差、焊缝宽度及宽度差、错边量、焊后变形等不符合标准规定的尺寸,焊缝高低不平,宽窄不齐,变形较大等。焊缝宽度不一致,除了造成焊缝成形不美观外,还影响焊缝与母材的结合强度;焊缝余高过大,造成应力集中,而焊缝低于母材,则得不到足够的接头强度;错边和变形过大,则会使传力扭曲及产生应力集中,造成强度下降。



松润金属材料有限公司是一家以生产 苏州姑苏316L不锈钢复合板为主的厂家、以客户需求为发展的根本,保障服务质量,不断提高发展技术和服务领域,为客户提供便捷、优质、的服务。 一贯秉承、便捷、优质、的服务理念,全体职工发扬“团结、奋发、、奉献“的精神,以“保证质量、用户满意“作为永恒的追求和郑重的承诺,愿以先进的技术、优良的设备、科学的管理,竭诚为广大客户提供省时、省力、省钱、、快捷、方便的优质服务。愿在您的信任和大力支持下共创美好明天

